



Mechanische Überarbeitungen
- Einfräsung
 Ein technologischer Verarbeitungsschritt durch Schnitt erzeugt zufolge einer Drehbewegung des Werkzeuges und der Voreilungen zufolge der Stückbewegung.
Ein technologischer Verarbeitungsschritt durch Schnitt erzeugt zufolge einer Drehbewegung des Werkzeuges und der Voreilungen zufolge der Stückbewegung.
Das Unternehmen ermöglicht den folgenden Abmessungsbereich, bzw. zwischen 10÷1200mm, für flache und kurvenförmige Flächen. Gleichzeitig bereiten wir uns für kreisförmige Einfräsungen auf Gewindekurve mit Hilfe der 5ten Achse des Referenzrahmens der Fachschleifgeräte.
Im Sinne einer entsprechenden technologischen Planung, hat das Unternehmen die folgenden Hauptaspekten nachvollgezogen:
1. Sicherstellung der Wartungsintervalle der Geräte und Werkzeuge im Sinne der regelmäßigen Prüfung und der dimensionalen Kalibrierung.
2. Sicherstellung von hochwertigen Werkzeugen, die für Schleifarbeiten mit Kraftgrößen von bis 160-190Nm verwendet werden.
3. Technologische Vorbereitung typisch jedes Metallstücks, besonders für kurven- und kreisförmige Flächen.
4. Einweisung und Ausbildung der Bediener.
5. Genehmigung der Produktionsschritte die hohen Kosten bedürfen.
6. Sicherstellung der Implementierung eines Qualitätsmanagementsystems.
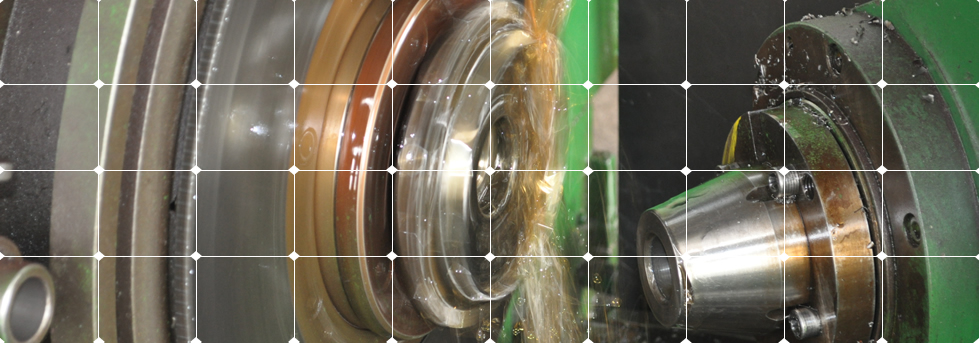
- Dreharbeiten
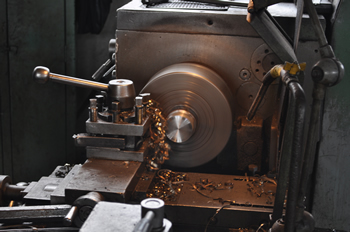 Technologischer Fertigungsschritt durch Zerspanung für Profilteile..
Technologischer Fertigungsschritt durch Zerspanung für Profilteile..
Ist ein umfassender Fertigungsschritt, der einer ausführlichen Vorbereitung hinsichtlich der Werkzeugen und der Zerspanungsparameter bedürft. .
Das Unternehmen ist im Stande Metallstücke vom Abmessungsbereich Ø1700x4000mm durch Dreharbeiten zu verarbeiten.
Für die Erzielung der gewünschten Leistung und Produktivität wurden die Artikel auf Gruppen- und Kategorienebene unterteilt. Dies war nötig im Sinne der Bestimmung der optimalen Arten von Dreharbeiten, die zu einer genauen Durchführung und zu einer geometrischen und dimensionale Genauigkeit beitragen.
Das hat erfolgreich zu der Erstellung des technologischen Vorganges, eingeteilt auf Sorten und spezifischen Arbeitsschritten beigetragen und ermöglichte uns die Fertigung von solchen Produkten zu genehmigen und zu autorisieren. Das hat auch zur Bestimmung des Qualitätsmanagements, bzw. mit seinem wichtigen Bestandteil Rückführbarkeit, beigetragen.
In dieser Richtung wurden wir sowohl von unseren Fachunterlagen, als auch von unserer Erfahrung auf dem Bereich der Bedienung von Werkzeugmaschinen und von Maschinen mit nummerischer Steuerung zur Erzielung der erforderlichen Leistung unterstützt.
- Schleif- und Ausrichtarbeiten
 Technologischer Schritt von mechanischer Zerspanung mit Schleifsteinen.
Technologischer Schritt von mechanischer Zerspanung mit Schleifsteinen.
Das Unternehmen verfügt über die Möglichkeit Metallstücke auf flache Schleifgeräte, mit den folgenden Abmessungen 1000 x 350, abgerundet innen und außen bis zu 400mm, zu fertigen.
Da dieser Endschritt einer erhöhten Verantwortlichkeit bedürft, bzw. hinsichtlich der Fertigungskosten, wurden ausführlich alle Einzelelemente analysiert, die zur Fertigung dieser Metallstücke beitragen und wurde eine Reihe von Maßnahmen entwickelt, die zur Vermeidung von zusätzlichen Fertigungskosten führt:
1. Tägliche Prüfung und Kalibrierung der Messgeräte.
2. Verwendung von entsprechenden Schleifsteinen, je nach der Härte der Materialien.
3. Verwendung von Kühlemulsionen geliefert von Fachlieferanten.
4. Sicherstellung der Gerätewartung und -Kalibrierung.
5. Verwendung von Festwerkzeugen zum Ausschluss der Vibrationen.
6. Verwendung von Schleifbetriebsarten genehmigt für die Ausschließung der zufolge der Überheizung entstehenden oberflächlichen Mikrospalten.
- Zuschnitt
 Technologischer Schritt mit einem großen Stückumfang, der einer unterstützen Produktivität bedürfte und zum Einkauf von 3 neuen Bomar Geräten mit einem Leistungsumfang bis 250mm, bzw. 400mm, führte.
Technologischer Schritt mit einem großen Stückumfang, der einer unterstützen Produktivität bedürfte und zum Einkauf von 3 neuen Bomar Geräten mit einem Leistungsumfang bis 250mm, bzw. 400mm, führte.
In der Richtung der Erzielung der notwendigen Produktivität und der Kostenverminderung benutzen wir die Bande die für verschiedene Härten und Verzahnungsprofile ausgelegt ist, je nach dem Materialientypen, die Teil des Produktionsverfahrens sind.
- Verzahnung
 Die Unternehmensleistung hinsichtlich der Fertigung von Zahnrädern schließt auch deren Einschleifung ein, bzw. mit Schneckenschleifern und mit profilierten Messern auf Silex Geräte.
Die Unternehmensleistung hinsichtlich der Fertigung von Zahnrädern schließt auch deren Einschleifung ein, bzw. mit Schneckenschleifern und mit profilierten Messern auf Silex Geräte.
Der Fertigungsbereich schließt ein:
1. Gerade und geneigte Verzahnung für Übersetzungen mit einem Durchmesser von 1600mm und mit einem max. Modul von 16-20mm
2. Kegelförmige Übersetzungen auf Fachgeräten decken einen max. Bereich mit einem Durchmesser von 300mm und einem Modul von 12-15mm ab.
3. Übersetzungen mit kurvenförmiger Verzahnung wurden mit Hilfe von Fachgeräten mit profilierten Messern gefertigt. Abmessungsbereich beträgt max. 350 mm Durchmesser und Module zwischen 8-10mm.
Um eine weite dimensionale Lieferauswahl gewährleisten zu können, haben wir eine dauerhafte Planungsgrundlage entwickelt, die mehr als 80% der eingegangenen Bestellungen sicherstellt.
Unser Unternehmen hat eine wirksame Zusammenarbeit entwickelt im Sinne des Einkaufs von Schneckenwerkzeugen - Modul bestehend aus profilierten Messern und Befestigungselemente.
Ausbildungskursen für das Fertigungspersonal wurden implementiert im Sinne der Kenntnisnahme und der Einsetzung der Unternehmensrichtlinien, im Sinne der Erwerbung eines entsprechenden Informationsstandes hinsichtlich der Technologie der eingesetzten Werkzeuge und in der Richtung der Aneignung der Fertigungstechnologien.
Es ist leicht festzulegen, dass auch andere Gesichtspunkte sollten behandelt werden, für die die Sicherstellung der Einsatzressourcen von großer Bedeutung ist.