



Prelucrari mecanice
- Frezare
 Operatia tehnologica de prelucrare prin aschiere obtinuta prin miscarea de rotatie a sculei si a avansurilor realizate prin miscarea piesei.
Operatia tehnologica de prelucrare prin aschiere obtinuta prin miscarea de rotatie a sculei si a avansurilor realizate prin miscarea piesei.
Domenile dimensionale ce pot fi abordate de firma sunt cuprinse intre 10÷1200mm, pentru suprafete plane si curbe precum si in particular ne pregatim pentru abordarea frezarii in evolventa sau pe elice folosind axa 5 din sistemul de referinta al masinilor de frezat specializate.
Pentru organizarea tehnologica in conditii corecte firma a urmarit urmatoarele elemente mai importante:
1. asigurarea mentenantei masinilor si sculelor pentru verificare periodica si calibrare dimensionala.
2. asigurarea de scule performante ce pot fi folosite la regimuri de aschiere foarte mari cu eforturi de pana la 160-190Nm.
3. pregatire tehnologica specifica fiecarei piese in mod deosebit pentru suprafete curbe si in evolventa.
4. pregatire si cursuri de perfectionare pentru operatori.
5. omologarea operatiilor ce necesita costuri ridicate.
6. asigurarea unei politici de implementare a sistemului de asigurare a calitatii.
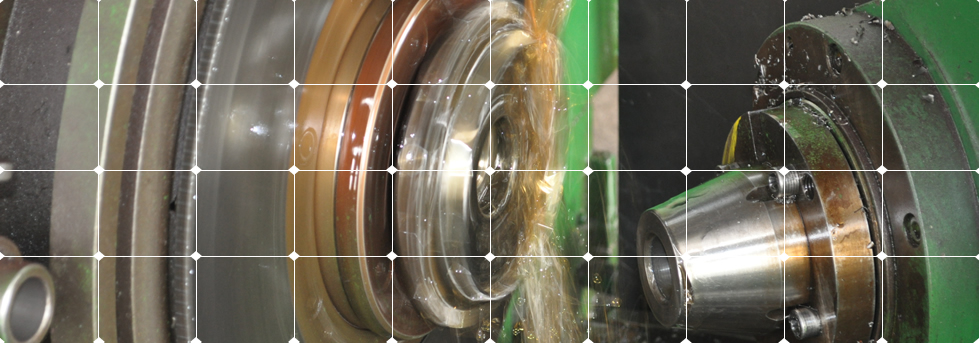
- Strunjire
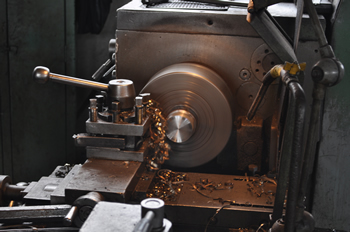 Operatia tehnologica de executie prin aschiere pentru piese cu profil de revolutie.
Operatia tehnologica de executie prin aschiere pentru piese cu profil de revolutie.
Este o operatie complexa ce necesita o pregatire minutioasa in forma sculelor si a parametrilor de aschiere.
Firma poate prelucra piese prin strunjire cu dimensiuni cuprinse in domeniul Ø1700x4000mm.
Pentru obtinerea productivitatii necesare si dorite reperele au fost impartite pe grupe si categorii(genuri) in scopul definirii regimurilor optime de aschiere ce contribuie la realizarea acuratetii de executie si a preciziei geometrice si dimensionale necesare.
Acesta a contribuit in mod eficient la intocmirea tehnologica de executie pe genuri si operatii specifice ce ne-a dat posibilitatea sa omologam executia acestor tipuri de repere contribuind decisiv la definirea sistemului de asigurare a calitatii cu caracteristica sa de baza , trasabilitatea.
Pentru aceasta am avut ca suport documentatia de profil, experienta noastra proprie in utilizarea tipurilor de masini unelte existente cat si a utilizarii masinii cu comanda numerica in obtinerea productivitatii necesare.
- Rectificare
 Operatia tehnologica de aschiere mecanica cu pietre abrasive.
Operatia tehnologica de aschiere mecanica cu pietre abrasive.
Firma are posibilitatea de a executa piese pe masini de rectificat plane cu dimensiunile 1000x350 si rotunde interior si exterior de pana la 400mm.
Cunoscand ca aceasta operatie finala ce se executa asupra pieselor impune o responsabilitate majora asupra costurilor de executie in ansamblu au fost analizate in detaliu toate elementele ce concura la realizarea acestor piese si s-au efectuat o serie de masuri menite a elimina costurile suplimentare datorate noncalitatii astfel :
1. verificarea si calibrarea zilnica a instrumentelor de masura.
2. utilizarea de pietre abrazive adecvate materialelor si a duritatii acestora.
3. utilizarea unor emulsi de racire testate de la furnizori agreati.
4. asigurarea mentenantei si a calibrarii masinii unelte.
5. utilizarea de masini rigide cu fixare in fundatii, eliminarea vibratiilor.
6. utilizarea regimurilor de aschiere omologate pentru eliminarea microfisurilor de suprafata, datorate supraincalzirii
- Debitare
 Operatie tehnologica cu volum mare de piese ce necesita o productivitate sustinuta a condus la cumpararea a 3 masini noi Bomar cu banda cu posibilitate de debitare pana la 250mm respectiv 400mm.
Operatie tehnologica cu volum mare de piese ce necesita o productivitate sustinuta a condus la cumpararea a 3 masini noi Bomar cu banda cu posibilitate de debitare pana la 250mm respectiv 400mm.
Pentru obtinerea productivitatii necesare si costuri reduse de utilizare folosim banda de diverse duritati si profile a danturii de achiere in functie de tipurile de materiale ce intra in productie.
- Danturare
 Capaciatea firmei privind executia rotilor dintate este extinsa la frezarea acestora cu freze melc si la mortezare cu cutite profilate pe masini tip Silex.
Capaciatea firmei privind executia rotilor dintate este extinsa la frezarea acestora cu freze melc si la mortezare cu cutite profilate pe masini tip Silex.
Domenile de executie sunt:
1. dantura dreapta si inclinata pentru angrenaje cu diametre de 1600mm si modul de max 16-20mm
2. angrenaje conice obtinute pe masini specializate prin mortezare acopera domenile max cu diametrul 300mm si modul 12-15mm
3. angrenaje cu dantura curba se executa pe masini specializate cu cutite profilate, domeniul de dimensiuni este de max 350mm diametru si module 8-10mm
Pentru abordarea fabricatiei si a varietatii largi dimensionale ne-am format o baza solida de proiectare, constructii si tehnologica ce asigura in proportie de peste 80% comenzile primite.
Am dezvoltat o colaborare eficienta pentru achizitia de scule de tip melc-modul cutite profilate si elemente de fixare.
Au fost initiate cursuri de pregatire pentru personalul de executie pentru a cunoaste si a implementa politica firmei si a unui nivel corespunzator de cunostinte pentru utilizarea masinilor si intelegerea tehnologiei de executie.
Dupa cum se vede mai trebuie abordate si alte elemente pentru care este necesara a asigura resursele pentru punerea in aplicare.